国内销售热线:
0531-85766911 0531-85766101
彩神vll传真:0531-85765600
国际销售热线:0086-531-84875569
传真:0086-531-84875519
彩神vllE-mail:mfw.jn@126.com
彩神vllWeb:http://168led168.com
地址:山东省济南市商河县经济开发区商西路12号
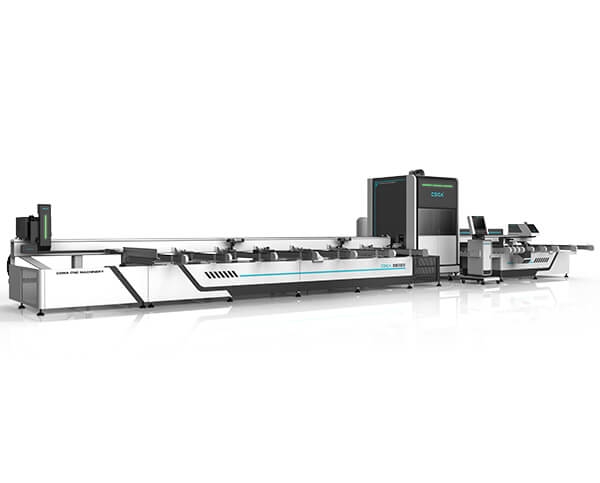
1、主、副型材下料:

型材定尺下料是铝合金门窗(组角工艺)加工流程中最重要的环节,下料工艺是否规范直接影响切割型材的精度,所以控制好下料尺寸相当重要。
精度要求:
重复定尺精度≤0.3mm
切割角度允差 ±5′
切割面垂直度 0.1mm
重复定尺精度误差过大:
①影响组角角部的效果(错位);
② 影响组角后框扇的平行精度及对角线精度,从而影响装配后框扇的搭接量。
切割角度误差过大:
①影响组角角部外观效果(内、外八字缝);
② 造成组角后聚较大应力,影响使用。
切割面垂直度误差过大:
① 影响组角角部的效果(某侧角缝过大)。
② 影响组角后框、扇的平面度导致装配失败,造成浪费。
2、角码型材下料:

角码的下料精度在铝合金门窗(组角工艺)加工流程中十分严格,直接影响组角的效果。
精度要求:
重复定尺精度 ≤0.3mm
切割面垂直度 0.1mm
重复定尺精度误差过大:
影响角码与型材腔的配合间隙,从而导致组角后角部高低错位或扭曲错位。
切割面垂直度误差过大:
会造成角部高低错位或扭曲错位。
3、中梃端面铣削:

中梃端面铣削主要注意中梃的定尺切割尺寸精度和铣削面的粗糙度。
精度要求:
重复定尺精度 ≤0.3mm
铣削端面粗糙度 Ra12.5μm
重复定尺精度误差过大:
影响中梃的装配精度,造成整窗变形。
铣削端面粗糙度过大:
影响挺框拼接后的拼缝间隙。
4、框、扇组角:

铝合金门窗加工过程中在保证切割料的精度前提下,掌握组角机的正确操作会提高整窗的制作水准。根据型材和角码的厚度正确调整液压站的工作压力,正确调整组角刀的进刀深度和位置,熟练掌握角部的定位。
5、五金件装配:
加工环节的最后一步,熟练掌握各种槽口五金件的装配是完成整窗加工的关键。
 | 山东省济南市商河县经济开发区商西路12号 |
 | mfw.jn@126.com |
 | http://168led168.com |
 | 0531-85766911 85766101 |
 |  |
| 扫一扫关注我们 | 扫一扫关注我们 |

 CN
CN EN
EN